




产品分类

闸门安装及调试
时间: 2018-09-06
来源: 螺杆式启闭机|铸铁镶铜闸门|钢制闸门|启闭机厂家|闸门生产厂家|启闭机|拍门_新河县乾江水工机械厂
浏览次数: 1443
5.11 闸门及启闭机施工
5.11.1闸门制造
闸门制造按施工图纸招标文件要求及有关闸门制造的规定规范执行。
5.11.2制作方案
闸门制造在符合设计要求的制造资质等级的闸门制造单位定制。
5.11.3闸门安装及调试
⑴ 闸门安装程序(闸门安装程序流程图)
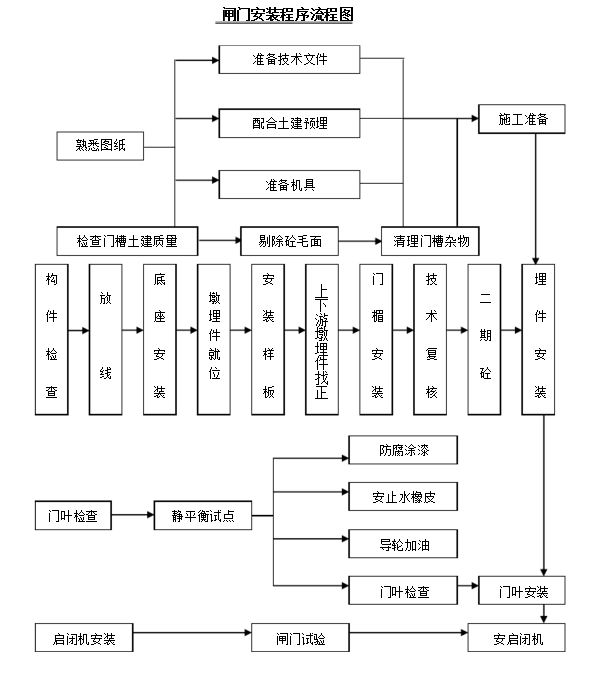
⑵闸门埋件安装工艺闸门埋件的安装精度是闸门活动自如、有效止水的关键,而且二期砼浇筑后无法调整,因此,必须严格保证安装精度符合设计要求及相关规范要求。
①放线:用经纬仪根据建筑物的轴线,将闸门槽中心线和闸门孔中心线画在闸门平台上并弹上墨线,依据土建提供的标高点,在闸墩的下部做出标高标记。
②底座安装:底座是闸门的下止水口,工作面的水平度和标高尤其重要,为此,应在底座上划出中心线,并用水平仪进行找平、找正、校好标高。
③墩埋件的安装:墩埋件吊装就位后,先把找正样板安装在闸门平台上,在墩埋件上下两端互成90°的方位安装高速螺栓,并用钢丝找正墩埋件,其顺序为:利用调整螺栓先同时找正2个下游墩埋件,然后找正2个上游墩埋件。先找墩埋件的上、下两端,再复核中间各点(每1~1.5m测一点)。
⑶ 闸门门叶安装
①闸门门叶安装工艺
静平衡试验→防腐涂漆→导轮注油→安装止水橡皮→闸门安装
②吊装就位:由于闸门较重,施工中根据实际情况采用行车吊装。闸门安装用行车从闸门安装孔内放入,行车的钩绳提前改为单抽以保护吊装高度,同时提高效率,行车的作业位置在闸门平台上。安装前,应派人清除闸室及埋件的一切障碍物得以测底槛平直度,以闸室中心线复测门槽内侧出水座、侧滚轮座的宽度、平直度,做好检测记录,吊运过程中若有变形,在安装进行彻底处理。
③门叶安装就位在槛上放两根同等高程道木,防止闸门吊入门槽内下降时,门叶底缘与底槛相碰,待门叶下降到一定位置后再撤去道木,待门叶放到底后,调整两侧,使止水压缩量应相同,底止水橡皮与底槛接触良好,底止水橡皮压缩量符合要求,并做好检测记录。
④在启闭机安装前,若条件允许可用临时起吊设备把门叶上下启动调整,若无条件,待启闭机安装好后再进行闸门调试直至闸门启闭机平稳、无震动、无异常声,止水橡皮压缩良好,无间隙,做好安装检测资料报业主和监理工程师验收认可,在调试过程中各转动部位加注润滑油,并向轨道与橡皮接触处冲水保护止水橡皮。
⑷ 闸门的调试
闸门安装完毕后,应对闸门进行无水情况下和静水全行程启闭调试。通过调试应做到:
无水情况下,滑道或滚轮运行时应无卡阻现象;偏心滚轮踏面经调整均在同一平面上,且与轨道接触良好;双吊点闸门的同步满足设计要求。在闸门全关位置,水封橡皮无损伤,漏光检查合格,止水严密。
在本项试验的全过程中,必须对水封橡皮与不锈钢水封座板的接触面采用清水冲淋润滑,以防损坏水封橡皮。
②静水情况下的全行程启闭调试应无水试验合格后进行。试验、检查内容与无水试验相同(水封装置漏光检查除外)。
 联系人夏经理 电话:15803398498同微信
联系人夏经理 电话:15803398498同微信
下一篇: 钢制闸门与铸铁闸门的区别
上一篇: 如何区别拍门跟闸门?